我们的系统解决方案是红外测温仪的附加组件,有利地扩展了应用范围。

数字指示器IF0000
LED数字显示屏面板安装。
用于连接Sensortherm数字红外测温仪和显示:
- 测量温度,高温计参数,高低温报警设置
- 4位7段LED显示
- 自动搜索连接三铯测温仪
- 无须PC便可设置测温仪的所有参数
- 也可通过SensorTools软件进行参数的设定
- 4路开关输出
- RS232/485数字通信串口 (可切换)
- °C或°F温度单位切换
- 温度显示且可通过SensorTools软件进行数据分析

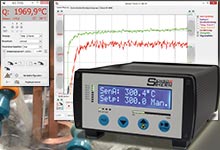
PID程序控制器Regulus RF和RD
Regulus RF和RD是专门设计的可编程PID控制器,与Sensortherm测温仪配合使用,实现智能和快速的控制过程。控制器采用面板嵌入式和台式设计,可同时连接两个红外测温仪和其他继电器一起使用。
- Regulus RF:嵌入式PID程序控制器
- Regulus RD:台式机型PID程序控制器
典型应用包括几乎所有加热的过程控制
- 感应焊接
- 激光焊接
- 在惰性气体下焊接
- 焊接工艺的预热和再加热
功能:
- 适用于几乎所有的感应系统和激光系统(也可利用被控变量输入连接现有系统)
- 直接输出一个连续适配的0-10V可调节变量,用于控制高频发生器或功率元件
- 自整定功能用于确定控制参数
- 最多可连接2个热电偶
- 100 µs超快采样时间
- 可编写26个程序分990段分段控制
- 自动连接三铯测温仪
- 热电偶信号输入(可选)
- 测量范围可叠加控制
- 自整定功能
- 多个I/O口: 7路数字输出和6路数字输入
- 程序分段控制时可设定不同发射率
- 通过软件快捷编程
- 可集成到现有的控制系统中
RD台式控制器
- 可同时连接两台测温仪(可用于温度范围扩展)
- 可同时接入两个热电偶,S型或K型
- 4路开关继电器: 230 V, 6 A
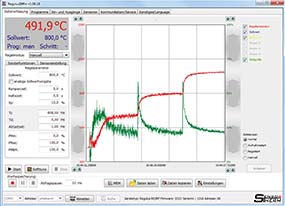 SensorTools软件用于Regulus程序编辑,Regulus可完全自主执行编辑好的程序步骤,连接电脑操作可直观地看到整个控制过程。
SensorTools软件用于Regulus程序编辑,Regulus可完全自主执行编辑好的程序步骤,连接电脑操作可直观地看到整个控制过程。
- 控制器参数配置
- 新建和保存控制程序
- 记录和保存控制过程和温度信息
- 完整再现已存储的过程数据
- 自整定功能可自动配置较合适的P值和I值
产品资料: ![]() Regulus RF / RD
Regulus RF / RD
Metis系列专用温度扫描仪Galaxy SC11 / SC12 / SC31 / SC32
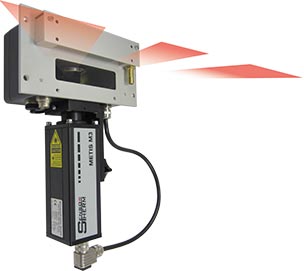 Galaxy线扫描仪用于连续扫描测量对象,并始终检测线上的温度。扫描仪可以与各种Metis系列红外测温仪结合使用,因此适合于测量许多不同的材料,这取决于测温仪的选择。
Galaxy线扫描仪用于连续扫描测量对象,并始终检测线上的温度。扫描仪可以与各种Metis系列红外测温仪结合使用,因此适合于测量许多不同的材料,这取决于测温仪的选择。
扫描仪配备了一个步进电机,使用寿命极长,连续不间断工作, 角度位置和扫描速度可以调整。 此外,最多可以定义4个单独的扫描区域用于单独分析。步速可以在每秒1到4000步之间调节,扫描角度分为1600个单一高分辨率步骤:3.6°至90°型号SC11 / SC12和0.6°至15°型号SC31 / SC32。
- SC11 / SC31: 通过软件或ASCII命令进行操作
- SC12 / SC32:额外还有四个模拟量0 / 4-20 mA输出,数字显示屏和按钮,用于配置没有计算机的系统。
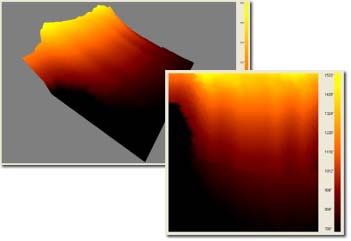 GalaxyView
GalaxyView
 扫描镜适配器SC10
扫描镜适配器SC10
Metis和Sirius系列测温仪
SC10扫描仪主要用于检测物体的最大温度,以及固定瞄准的测温仪测量目标不在焦点范围或者无法瞄准高温测量区域的应用场合。
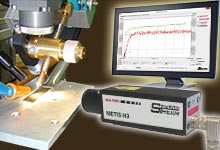
恶劣环境测量系统
 测量系统使用坚固不锈钢设计,适用于以下场合的连续温度测量:
测量系统使用坚固不锈钢设计,适用于以下场合的连续温度测量:
- 热轧机
- 连铸机
- 铸造机/自动铸造单元
- 管焊机
- 同样苛刻的工业条件
恶劣条件下精确温度测量:
- 探头处无须额外冷却可耐250°C环境温度
- 单色或双色测温仪均可使用
- 坚固的不锈钢编制软管
- 光学系统使用空气吹扫
- 使用高速测温仪可用于高速轧制的温度测量
- 应用灵活,可远程调整发射率并有创新的过程自适应功能
- 有浇注模式的特殊选项
- 可根据现场重新标定
- 最新的处理器技术以及全数字化信号处理过程确保测量的高精度
- 超快曝光时间,极小测量光斑
- 使用峰值保持功能可以检测到代表实际测量温度的极小细缝温度
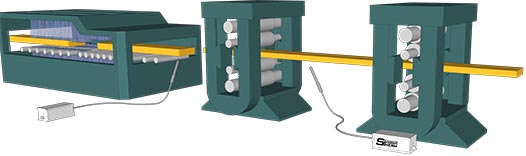
热轧应用中,测温仪在钢带底测量温度,避免氧化铁皮和水汽对测量结果产生影响。另外,可以在操作室内进行远程的监控和分析,带空气吹扫的测量保护管能有效保证测量光路的清洁。
产品资料:
 AZ76使用红外测温仪测量目标的温度,并确定其最高温度。如果温度符合或偏差,则AZ76与预定温度范围比较并输出相应的控制信号(通过用于状态过热,超温,良好或太低的4个开关输出)。 每个带有评估结果,日期和时间的测量值都存储在设备中(最多32000条记录)。 数据可以通过接口命令或通过外部软件SchmiedeWin读出。
AZ76使用红外测温仪测量目标的温度,并确定其最高温度。如果温度符合或偏差,则AZ76与预定温度范围比较并输出相应的控制信号(通过用于状态过热,超温,良好或太低的4个开关输出)。 每个带有评估结果,日期和时间的测量值都存储在设备中(最多32000条记录)。 数据可以通过接口命令或通过外部软件SchmiedeWin读出。AZ76的一个常规用途是用于锻造质量控制,检测和记录锻件毛坯温度并控制剔除温度不合格的产品:
过热 –> 筛除
超温 –> 重新进入流水线 (参数可调)
合格 –> 产品
过低 –> 重新加热并进入流水线